



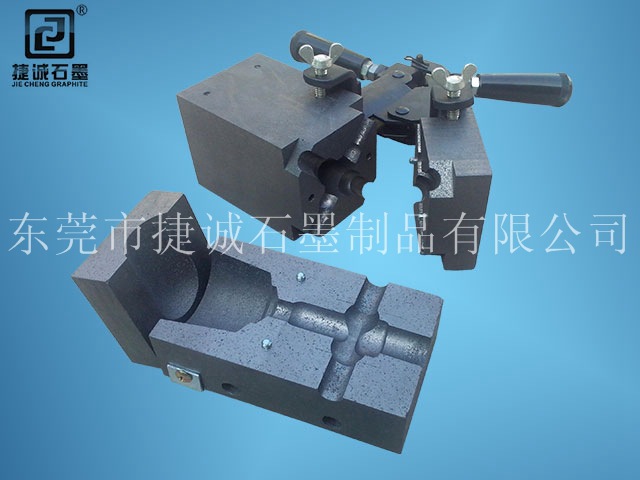
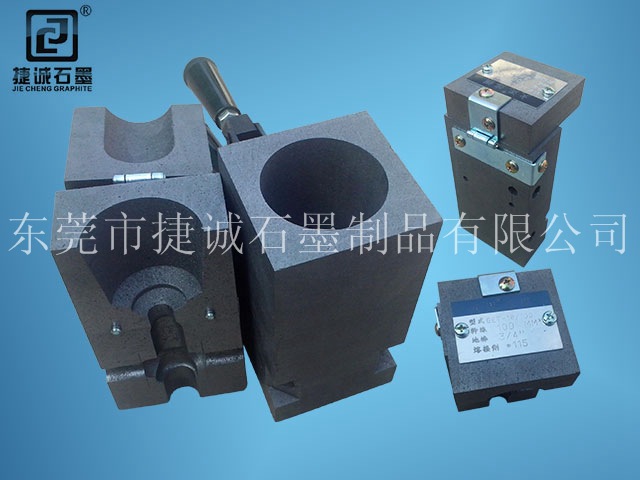
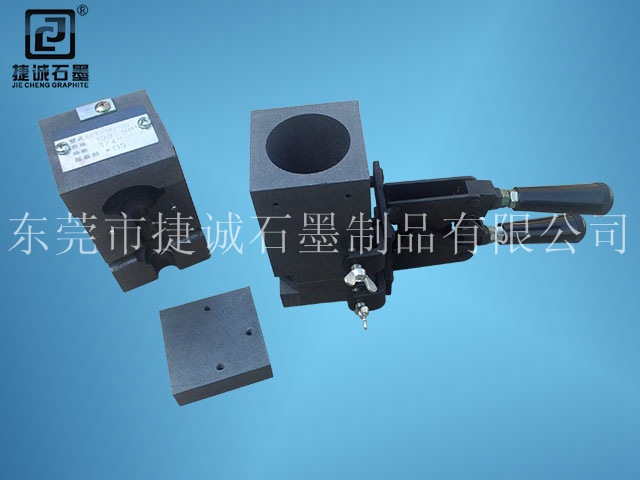
放热焊接模具由高纯石墨制成,用于接地放热焊接的焊头成型。采用密实度高,抗摩损性能好的石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势。模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及最终形状经严密设计.
放热焊接模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。


在很多工程施工中,如防雷及防浪涌保护接地地网施工,大型电气设备电缆连接,石化、变电站、智能化大楼施工等。对焊接点的载流能力,耐腐蚀性等都有很高的要求,特别是接地系统的地下部分连接,不易选用螺栓、楔形夹、普通电焊等连接方法,而是应选择更加可靠的放热熔焊工艺。随着应用的推广,放热熔焊在实际工程中的应用工艺问题逐步突现出来,有待进行深入探究。
一、 放热熔焊工艺概述
放热熔焊是利用化学反应时产生超高热来完成熔接的一种方法。它的反应方程式是:
3Cu2O+2AL=AL2O3+6Cu+Q(2537oC) 放热熔焊化学反应速度非常快(仅几秒钟就可以完成焊接),产生热量极高,可以有效传导至熔接部位使熔接剂、焊材紧密熔为一体,形成分子结合。放热熔焊无需其它热源,应用于接地线路金属导体的连接是最好的方法,在国外发达国家已被普遍采用。(IEEE std.80推举放热熔焊为接地线路连接的最佳方法)。放热熔焊具有以下显著特点:
a. 焊接接头性能好
1)焊点的载流能力与母材的载流能力相等;
2)焊点是分子结合,不会老化,不受腐蚀性物质的影响;
3)焊点能经受反复多次的大浪涌电流冲击不退化;
b. 施工方便
1)装备简单,携带方便,无需外加热源,适合野外、室内现场焊接作业;
2)焊接速度快,可以省人力物力(焊接加清模时间不超过5分钟);
3)焊接方法简单,容易操作,无需焊接技术高的工人;
4)焊点形状一致性好,品质管理容易;
5)所加总热量比其它焊接法少,对绝缘物的破坏影响小;
c. 适应性强
放热焊接可适用于焊接铜、铜合金、镀铜钢等各种合金钢,包括不锈钢及高阻热材料。
放热熔焊需使用特制的模具作工具,此模具用耐高温的石墨材料加工制成,根据所
要熔焊的焊接接头不同形状选择不同的模具。模具的组成包括模穴、注入孔、熔接剂室等。模穴的形状尺寸以及熔化金属的流向等均需根据接头要求经过严密的设计,要做到接头既美观又能保证质量,配合模具的使用还附带一套辅助工具,如点火枪、清模铲、清模刷、夹子等。
放热熔焊的焊接接头形式多种多样,不同外观形状的焊材,不同要求的连接形式有几十种之多,如需特定的接头形式,可以根据特定的模具来实现。放热熔焊的最大优点是模具易加工,新的模具可以在一两天内完成设计、加工。一般常用的连接形式概括为以下几种:
(1)导线与导线焊接;(2)金属带与金属带焊接;(3)导线与金属带焊接;(4)金属带与金属棒(管)焊接;(5)导线与金属棒(管)焊接(6)金属带与金属板焊接;(7)导线与金属板焊接;(8)金属钉(螺钉)与金属板焊接。
二、 放热熔焊的工程实例应用
新昌电视台山顶电视信号发射塔的接地和台州海警一支队海上110报警指挥中心大楼接地工程,经过多年使用接地电阻无法达到运转的要求,经过多次维修仍不能满足技术要求,最后决定进行全面整改。在改造方案中,我公司决定选用放热熔焊工艺对接地线路的地下部分进行焊接。具体设计为Φ25mm铜包钢接地棒、120mm2铜绞线、40×4mm镀锌扁钢降阻模块等,接地连接形式以导线与金属棒、导线与导线、导线与金属带为主。结合工程施工实际情况对放热熔焊工艺在工程中的应用及注意事项加以介绍。
在工程施工应用中放热熔焊工艺按以下四个步骤进行:
a、焊接器材的采购
采购前必须先认真审阅施工图纸,落实清楚该装置施工所需要的专用工具,配套工具及熔焊材料的基本技术要求。再向专业生产厂家订购焊材的规格型号和模具及熔剂数量;其次是焊材供应商索取各类接头与焊材的选型手册,焊材的使用和检查指导手册,对放热熔焊的工艺特点进行系统了解。以保证焊接产品的质量和施工的顺利进行。
焊接材料到货验收时,有两个问题特别重要,一是焊材供应商提供的配套工具数量、规格是否符合现场施工要求,认真检查易损、易耗工具,如点火枪、熔接剂、引火粉等,石墨模具的性能是否完好。二是要求供应商提供不同标号熔接剂所适用的接头形式的清单,以便焊接施工人员实际操作时有效控制熔剂用量,同时还避免了原材料的浪费。
专用工具、焊材进入现场后,保管过程中的重点问题是防潮。焊接母材、模具可以在施工过程中烘干处理,熔接剂、引火粉必须保证始终干燥,一定要放置在干燥、通风的库房中,并定期检查。如装有除湿机的电焊条库房是比较理想的场所。
b、熔焊工艺试验
正式施工前的试验工作有多方面的意义,一是验证模具、焊材的实际质量情况;二是对现场焊工作一次技能培训,提高他们对熔接剂的物理、化学性能的认识,并掌握操作要领和工艺实施的注意事项;三是对熔焊工艺参数(熔剂量、引火粉量等)进行确认。工艺试验必须按实际施工要求进行。
新昌电视台山顶电视信号发射塔的接地和台州海警一支队海上110报警指挥中心大楼接地工程,所购的焊材的试验样品都被业主称为“精品”,充分认可了原材料的质量和施工人员的焊接技能。但在试验操作过程中还出现了几个值得注意的问题。一是焊材供应商一般都是将熔接剂与引火粉混装在一个盒子里,由于运输中的颠簸,分层包装的引火粉与熔接剂提前混合,导致引火粉的用量减少,当将熔接剂倒入模具中的熔剂室时,引火粉在熔剂层的上表层和熔模的模唇位置的用量太少,熔接剂不易引燃。经与厂商讨论处理办法是将熔接剂与引火粉分装,为现场的施工增加了可操作性。二是上下开合型模具经常被卡在焊材上取下比较费时,原因是焊渣通过注入孔与焊接接头连在一起要等到充分冷却才能将焊渣与接头分开,影响了施工进度。经与厂家讨论是将上下开合型模具换成左右开合型,无论熔剂的多少焊后模具均可轻松开启,保证了施工进度。
c、焊接缺陷的分析和处理
刚开始焊接出的接头样品出现气孔缺陷,经过和生产厂家及技术人员讨论,确定出现气孔的原因是熔接剂受潮引起的。熔接剂的包装虽选用了防潮的塑料盒,但塑料盒的盖子没有做进一步的密封处理,最后由供应商将熔接剂退回生产厂家,新的熔接剂盖子处作密封防潮处理。
还有有的接头焊接时焊点出现蜂窝状麻点现象,经分析原因为焊接部位或模具中留有过多的水分,处理方法是焊接部位和模具施工前必须烘干。
d、焊接工艺的实施
放热熔焊工艺的施工是其质量的控制重点,操作步骤的正确与否直接影响工程的建设质量,每个步骤都要求施焊人员一丝不苟的认真执行。
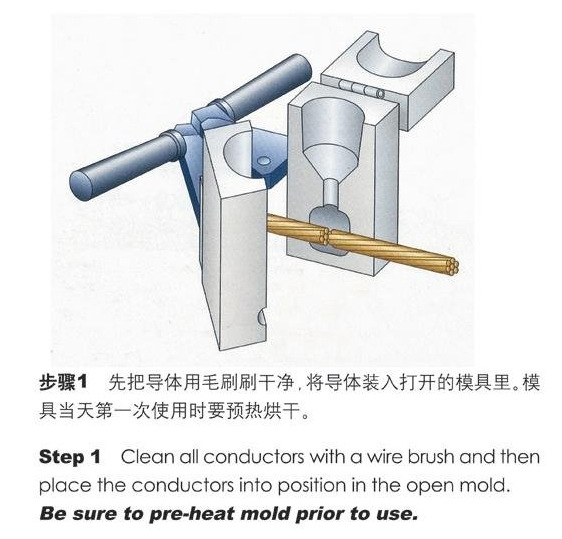
1)焊前准备工作,焊前准备好所有所需的工具材料,认真清理模具和焊接部位,
去除模具内侧和焊接部位的所有污迹和渣滓,以避免焊接接头出现“夹渣”缺陷。模具和焊接部位应充分干燥,可以使用喷灯、热风机烘烤,避免残留的水份使焊接接头造成“气孔”缺陷。在施工现场连续操作的同一模具可借助放热熔焊后残留的热量保持干燥,但必须时时进行检查。不同形式的焊接接头选用相对应的模具,尤其要注意的是 模具的孔径尺寸与焊接母材的尺寸相对应。按照焊材的对接形式摆好位置,将模具的左右两部分对齐夹紧,不能留有余孔和偏缝,防止高温金属液“吐”出模具。
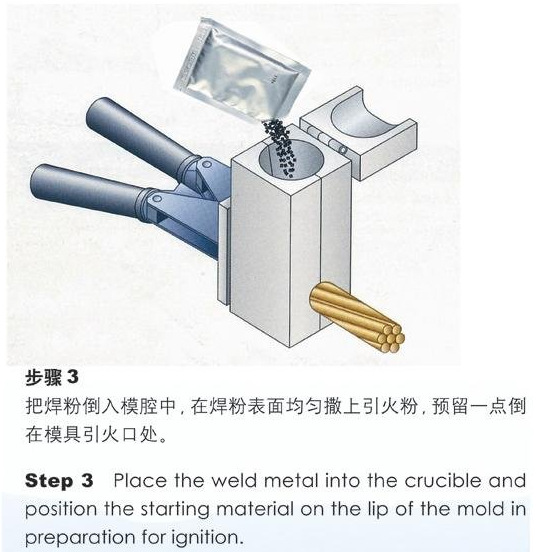
2)熔剂的填装及焊接母材的夹持,模具、焊接母材夹紧后,整体水平放置稳妥,装上特制的金属隔离片放在模具熔剂室底部,隔离片不得倾斜,必须将注入孔盖严实,防止熔剂下漏造成接头“夹渣”缺陷;熔剂倒入模具后,将引火粉均匀地撒在熔剂的表面,并延续至模具的豁口处(模唇);注意不能将熔剂和引火粉调和,调和后的熔剂和引火粉不易点燃。加入熔剂和引火粉后的模具不能震动或倾斜,以防金属隔离片偏移造成漏粉。
3)点火焊接,撒完引火粉后轻轻将模具盖盖好,注意模盖开口处(模唇)不得对着自己和他人,也不能对着其它易燃物品,使用点火枪点燃模唇处的引火粉。点燃时点火者必须站在点火点的侧面并配戴防护手套和防护眼镜,防护眼镜要选用深色,防止焊接产生的强光和浓烈的烟尘伤害眼睛。点火前应在模具盖上压一个重约200克左右的压块(如小石头之类的重物),防止焊接时过激的燃烧反应冲开模具盖而损失熔剂或伤害人员。点火和焊接过程中不能移动模具、焊接母材,特别是不得在模具中窜动焊材,以防止脱焊、模具倾倒而造成接头次品和人员伤害。
4)焊后清理,等模具内的熔剂燃烧完毕,隔数秒钟后打开模具盖,首先清理一下熔剂室的焊渣,然后打开模具夹将两片模具公开,目测核查接头质量是否符合质量要求。用清模铲和清模刷将模具内侧清理干净,不能留下污渍和渣滓,如果要连续使用尽量在模具热干燥状态下使用。在开启模具时应戴好防护手套和防护眼睛,做好安全防护措施,以防烫伤。
除按以上步骤和注意事项严格操作外,还应注意以下两点:
1、放热熔焊工艺所使用的模具为石墨制品,质地松软易磨损,经多次使用夹拆,设计孔洞会逐渐扩大;当夹孔扩大到开始“吐液”时,必须更换模具,否则焊接完的接头有“夹渣”、“缺肉”甚至虚焊缺陷,不能达到质量要求。石墨制成的模具平均寿命为50-100个焊接接头,所以每种规格型号的模具在订货期间要充分考虑到这一点。
2、阴雨天或附近地面十分潮湿的情况下,不宜进行放热熔焊施工,如果施工进度要求,进行操作时必须做好防雨、防潮措施;特别注意的是焊接接头部位,因为母材接头经过泥水污染后只靠表面的擦拭不能满足焊接要求,要彻底去除焊材接头部位表面和芯线夹缝中的污物,并充分的干燥。侥幸心理只会给焊接质量带来隐患甚至废品。
e、焊接接头质量检验
放热熔焊的质量检查,一是在试验期间将焊接成形的接头用工具剖开,可以非常直观地检查接头的熔合程度,内部是否有气孔、夹渣等缺陷(如图F)。二是观察焊接头的大小,接头大小应跟模穴的形状一致,如接头过小或有塌陷,说明金属液有过多泄漏或模具内部焊接母材定位不适当,或在焊接过程中模具和母材发生了移动;如果焊接接头有过高的冒口,说明焊接母材或模具有污染物使体积增大。三是观察接头的颜色,放热熔焊焊接接头的颜色正常来说应该是金黄色至青铜色。四是接头表面的光滑度,焊接接头的表面应该相当光滑,没有大的渣滓存在,如果接头表面覆盖有20%以上的渣滓,或渣滓被除掉有焊材母材暴露,那么这个接头必须报废。
通过不断地探索、实践、改进,放热熔焊工艺在新昌电视台山顶电视信号发射塔的接地和台州海警一支队海上110报警指挥中心大楼接地工程中获得了较为理想的应用效果,焊接接头一次合格率超过了95%,创出了放热熔焊工艺施工的新记录,得到了业主的一致赞誉。
在重要工程中采用放热熔焊工艺,虽然材料成本投资比较传统焊接大,但从焊接质量、综合材料的投资、人力成本、工程可靠性、工程寿命等方面全面计算,综合比较,总体开支降低了,综合效益提高了。因此放热熔焊工艺在某些工程中优于传统焊接方法。
放热焊接模具由高纯石墨制成,用于接地放热焊接的焊头成型。采用密实度高,抗摩损性能好的石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势。模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及最终形状经严密设计.
放热焊接模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要F型夹、C型夹等辅助夹具配合。
放热焊接模具 火泥熔模具 防雷接地工具 放热焊模具
【联系方式】
东莞市捷诚石墨制品有限公司
联系人:李小姐:18998065135
业务QQ:781659433
阿里旺旺:dgjasen3:客户1
旺旺国际:东莞捷诚石墨制品、jasenshimo:jasen05
阿里旺铺:https://dgjasen.1688.com
公司地址:东莞市黄江镇龙见田蔡美二路3号B栋



